 English
English
PVC Door Profile Extrusion Machines: A Strategic Guide to High-Volume Production
- Understanding Door Frame Extrusion: The Technical Process
- Key Components for High-Volume Door Production
- Selecting the Right Model: The TSE Series Extruder Line
- How to Match Your Production Needs to the Right Model
- Why WPC/PVC Outperforms Traditional Wood and Aluminum
- Overcoming Manufacturing Challenges in Door Profile Extrusion
- How to Choose the Right PVC Door Profile Extrusion Machine
- Real-World Success: 30% Output Increase in Large-Format Production
- Future-Proofing Your Factory: Investing in Competitive Advantages
- Frequently Asked Questions to PVC Door Profile Extrusion Machines
The global construction industry is undergoing a silent but massive shift. For centuries, wood was the undisputed king of door frames. Over the past decade, however, we have witnessed a decisive migration toward PVC and WPC (Wood Plastic Composite) materials. This isn't just a market trend — it's a structural shift driven by hard performance requirements: moisture resistance, termite immunity, and the growing pressure to build sustainably.
The PVC Door Profile Extrusion Machine has become the backbone of modern construction manufacturing. Extruding a structural door frame profile demands far more than a standard plastic processing line. Manufacturers must produce heavy, wide-format profiles that deliver the look of wood with the durability of an engineered polymer.
At Twin Screw, we don't just observe these changes; we drive them. With over 30 years of expertise in large-volume profile extrusion, we have engineered systems that handle the specific torque and mixing requirements of modern door frame production. For our clients, the machine isn't just a piece of hardware — it's the engine of their entire business case.

Understanding Door Frame Extrusion: The Technical Process
Producing a door frame is significantly more complex than extruding a simple pipe or small trim. Door frames are structural components — heavy, wide, and dependent on intricate internal webbing to maintain dimensional stability over their service life.
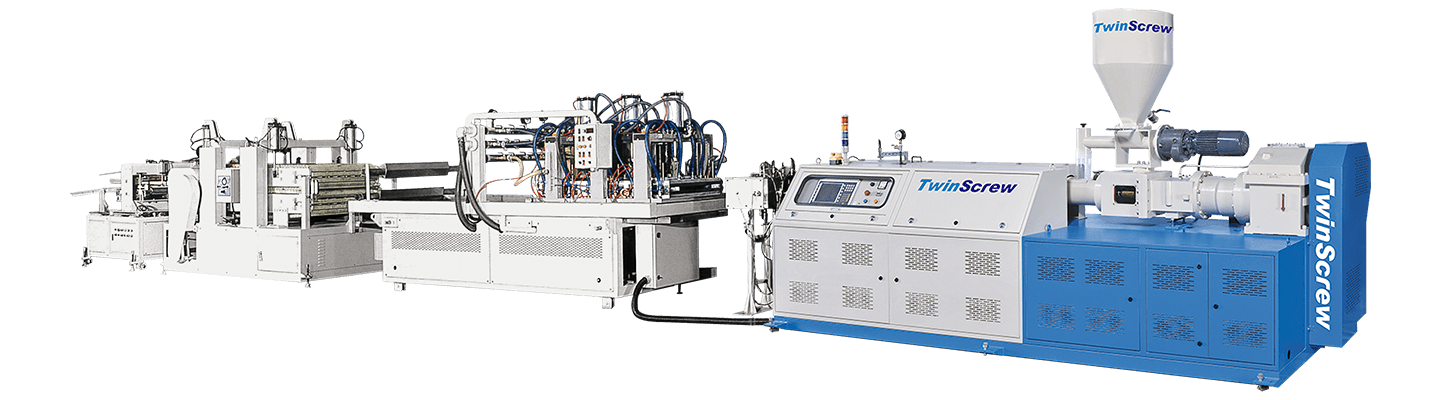
The Multi-Stage Line: A Synchronized Ecosystem
A complete door frame extrusion line functions as a tightly synchronized system — each stage feeding directly into the next. It begins with the Loss-in-weight Feeding System (optional but recommended), which delivers a precise ratio of PVC resin and specialized functional additives. The material enters the Extruder to be melted and homogenized, forced through a Chrome-plated High-pressure Die, and immediately enters a Multi-stage Vacuum Calibration table. Here, the profile is stabilized through intensive cooling before being pulled by a synchronized Haul-off unit and sliced by a chipless precision Cutter.
.jpg "Complete door frame extrusion line-process flow")
The Twin-Screw Advantage: Processing Sophisticated Formulas
Over the past thirty years, we've seen this play out repeatedly: manufacturers running modern WPC or rigid PVC formulas on older single-screw equipment hit a wall — thermal degradation, structural inconsistencies, or both. Single-screw machines simply lack the internal volume and mixing kinematics these sensitive materials demand.
This is precisely why the parallel twin-screw extruder has become the industry standard for door frame production — and why single-screw machines continue to lose ground in this application. Our intermeshing screw design provides:
- Uniform Dispersion via Intermeshing Kinematics: Ensures that wood fibers and complex performance additives are perfectly dispersed within the polymer matrix, eliminating weak spots in the final profile.
- Low-Shear Heat Control: Twin-screw technology generates less frictional heat than single-screw designs — a critical advantage when processing heat-sensitive rigid PVC where even brief temperature spikes cause discoloration and structural degradation. This is critical for heat-sensitive PVC, preventing material burning and ensuring the natural color consistency of the door frame.
- High Melt Pressure Stability: The positive displacement pumping action of the twin screws ensures a steady flow into the die — the only way to maintain the strict tolerances required for perfect door assembly.
Learn more: PVC Twin Screw Extruders: A 3-Minute Guide
Key Components for High-Volume Door Production
When you are targeting large volume profile extrusion, standard off-the-shelf components often fail. The physical forces involved in pushing a 300mm wide door frame through a die are immense.
The Die Design and Extrudate Swell
One of the most common technical challenges we encounter with large door profiles is extrudate swell — the natural tendency of the material to expand the moment it exits the die. For large door profiles, this can lead to dimensional inaccuracy. Our engineering team addresses this by tailoring the die geometry to the specific rheological behavior of your formula — so the profile holds its intended dimensions the moment it enters the calibrator.
Our extrusion dies are built using a segmented stainless steel alloy construction, regulated through precisely controlled heating zones. This segment-type architecture enables tight thermal management across the full die width — critical for large-format profiles where even minor temperature variance across the cross-section causes asymmetric swell and dimensional drift.
The Extruder: High-Torque Performance
Processing WPC or rigid PVC requires high torque. If the gearbox is weak, the machine will stall or surge, leading to inconsistent output. Twin Screw utilizes high-torque gearboxes and custom-designed screws manufactured in-house. By controlling the screw geometry, we ensure stable melt pressure — critical for maintaining the tight tolerances required for door assemblies.
Selecting the Right Model: The TSE Series Extruder Line
No two door profile operations have the same requirements. A manufacturer running standard PVC door frames for residential housing faces very different output demands than one producing wide-format WPC panels for commercial construction at scale. Size down, and you're fighting bottlenecks. Size up unnecessarily, and you're carrying dead weight in capital and energy costs.
This is why Twin Screw's TSE Series offers four distinct configurations — allowing manufacturers to precisely match machine capacity to their actual production targets.
| Specification | TSE-75 | TSE-90 | TSE-110 | TSE-130 |
|---|---|---|---|---|
| Screw Dia. | Ø75 mm | Ø90 mm | Ø107 mm | Ø132 mm |
| L/D Ratio | 25:1 | 25:1 | 25:1 | 25:1 |
| Drive Power | 40 HP | 75 HP | 100 HP | 125 HP |
| Screw RPM | 42 | 42 | 48 | 48 |
| Barrel Heater | 27 KW | 37 KW | 48 KW | 78 KW |
| Total Power | 64 KW | 90 KW | 130 KW | 205 KW |
| Max Output | 200–300 kg/hr | 300–500 kg/hr | 500–700 kg/hr | 950–1,200 kg/hr |
| L×W×H (mm) | 3,960×1,400×2,360 | 4,670×1,590×2,420 | 5,140×1,750×2,480 | 8,380×2,280×2,700 |
| Weight (kg) | 3,600 | 4,400 | 6,700 | 9,800 |
| Best For | Entry-level PVC door frames | Standard door frame lines | Wide-format WPC door panels | High-volume 24/7 production |
TSE-110 highlighted as recommended configuration for wide-format WPC door panel production. All specifications subject to change based on product, material, and output requirements.
How to Match Your Production Needs to the Right Model
- TSE-75 (Ø75mm · 200–300 kg/hr) is the entry point for manufacturers transitioning from older single-screw technology or launching a new PVC door frame line with moderate initial output targets. Its compact footprint (3,960 × 1,400mm) suits factories with space constraints.
- TSE-90 (Ø90mm · 300–500 kg/hr) is the most widely deployed model for standard door frame production. It delivers the output consistency needed for high-volume PVC extrusion while keeping total power draw to 90 KW — a practical balance between throughput and operating cost.
- TSE-110 (Ø107mm · 500–700 kg/hr) is the recommended configuration for manufacturers targeting wide-format WPC door panels or running complex multi-cavity tooling. The step up to 48 RPM screw speed and 130 KW total power ensures stable melt pressure even when processing high wood-fiber WPC formulas that place greater demand on the drive system.
- TSE-130 (Ø132mm · 950–1,200 kg/hr) is engineered for operations where continuous 24/7 throughput is the primary KPI. At 125 HP drive power and a machine weight of 9,800 kg, this is a purpose-built high-volume platform — the right choice for manufacturers supplying major construction developers or running multiple downstream lines from a single extruder.
All four models share a consistent 25:1 L/D ratio and are built around parallel counter-rotating twin screws with hardened shafts and gears. The low specific drive energy design translates directly into longer service life for screws and barrels — components that account for the majority of planned maintenance spend in any profile extrusion operation.
Intelligent Process Control — Standard Across All Models
Every TSE Series extruder ships with an integrated PC-based plastic machine controller, featuring:
- Configurable PID temperature control — standard at 12 zones, expandable up to 24 zones to match the thermal complexity of your specific profile geometry and compound formulation. Each zone supports independent oil cooling and blower cooling control, so the zone configuration is tailored to your process requirements — not a fixed hardware constraint.
- PLC ladder logic program with full production record logging — every alarm event, temperature deviation, motor load reading, and output variance is timestamped and stored. This serves three practical purposes: it gives maintenance teams a factual basis for troubleshooting instead of relying on operator recollection; it builds a long-term production dataset that process engineers can use to fine-tune formula parameters and improve output consistency over successive runs; and when the line needs to switch to a different profile or formula, stored parameter sets can be recalled directly — turning what would otherwise be a trial-and-error restart into a controlled, repeatable changeover.
- Multilingual interface with customizable language configuration — in practice, a single production floor may have Vietnamese-speaking machine operators, a Japanese production supervisor, and English-language process documentation running simultaneously. The interface language can be configured to match the actual roles and nationalities on your floor — whether that means Vietnamese, Japanese, English, Chinese, or a combination — eliminating the language gap that causes setup errors and miscommunication across shift changes.
- Motor interlock function — protecting the drive system from overload conditions that cause output surge and dimensional inconsistency. Door profile and WPC production is inherently dusty — wood fiber particulates and PVC compound residue accumulate continuously across the production floor. The control enclosure and electrical components are engineered with robust dust protection to maintain stable performance in these conditions, supporting continuous long-hour operation without the control degradation that inadequately protected systems develop over time in the same environment.
For manufacturers scaling operations across Southeast Asia, the TSE Series control system is configured to match your floor from day one — from the language your operators read, to the thermal zones your formula requires, to the production records your engineers rely on for long-term optimization.

The Calibration System: Precision Cooling for Large Profiles
Twin Screw's calibration system is mounted on a common base plate, utilizing sectional calibrating methods with sufficient vacuum and cooling water connections. It is specifically engineered for hollow profiles and foamed profiles — the two dominant structural types in modern door frame production. Sectional calibration holds the profile to dimension under vacuum from multiple contact points simultaneously, preventing the asymmetric shrinkage that causes bow and warp along the full length of a door frame.
View full technical specifications: Complete Production Line for Large Volume Profile Extrusion (Donwload)
Why WPC/PVC Outperforms Traditional Wood and Aluminum
The market shift is driven by tangible performance metrics. When we consult with developers and architects, the data speaks for itself.
| Feature | Traditional Wood | Aluminum | PVC / WPC |
|---|---|---|---|
| Corrosion / Rot Resistance | Low (Rot, Termites) | High (Corrosion possible) | Excellent (Waterproof) |
| Thermal Insulation | Good | Poor (Conducts heat) | Excellent (Energy efficient) |
| Maintenance Cost | High (Painting/Sealing) | Low | Very Low |
| Initial Cost | Medium to High | High | Competitive |
Sustainability
Beyond performance, WPC door production has a measurable sustainability case. It enables manufacturers to utilize recycled plastics and wood byproducts, diverting material from landfill. Modern extrusion lines reinforce this further: servo motors and optimized heater zone designs have reduced the energy draw per kilogram of output compared to conventional resistance-heater configurations.
Overcoming Manufacturing Challenges in Door Profile Extrusion
After decades in the field, we've learned one consistent truth: acquiring the machine is straightforward. Building a stable, repeatable process around it — that's where most manufacturers struggle.
Dimensional Stability
Warping is the enemy of door frame extrusion. Because door frames are long and asymmetrical, uneven cooling causes them to bow. We address this through extended vacuum calibration tables and precise water temperature control zones, ensuring the profile cools evenly from all sides.
Surface Quality and Melt Fracture
A common complaint from new manufacturers is sharkskin or melt fracture — a rough surface finish caused by unstable melt flow. This is typically rooted in poor screw design or improper temperature settings. The solution lies in vertical integration. Because Twin Screw manufactures its own screws and barrels in-house, we can fine-tune flight geometry and clearance tolerances to eliminate the root cause of flow instability — not just manage the symptoms. The result is a smooth, high-gloss, or perfectly textured wood-grain finish, consistently.
How to Choose the Right PVC Door Profile Extrusion Machine
Investing in a production line is a capital-intensive decision. Here's how we recommend approaching the evaluation.
Checklist for Buyers
- Output Requirements: Don't just look at the rated max speed — look at the stable running output (kg/hr). Can the machine sustain that throughput for 24 hours straight?
- Material Flexibility: Can the extruder handle both rigid PVC and WPC formulas without a screwC change?
- Automation Level: Is the line Industry 4.0 ready? Can you monitor energy usage and output data remotely?
- Supplier Support: Does the supplier manufacture their own spare parts? If a gearbox fails, you cannot afford to wait weeks for a third-party component.
Strategic Partnership
We position ourselves not merely as a machinery supplier, but as an engineering partner. When you choose Twin Screw, you gain access to 30 years of formula know-how and process optimization data accumulated across hundreds of production lines worldwide.
Real-World Success: 30% Output Increase in Large-Format Production
A manufacturer in Southeast Asia came to us with a familiar problem: high scrap rates and persistent warping in their WPC door frames, traced back to the limitations of their legacy single-screw line.
The Solution
They switched to a Twin Screw Large Volume Profile Extrusion line featuring our specialized parallel twin-screw extruder.
The Results
Output Increased: Production speed jumped by 30%.
Scrap Reduced: Dimensional rejection rates dropped to near zero.
Finish Quality: They successfully launched a premium wood-grain line using our Co-extrusion Technology, opening access to a higher-margin market segment.
Future-Proofing Your Factory: Investing in Competitive Advantages
Demand for high-quality, durable door frames is not slowing down. To stay competitive, manufacturers need equipment that delivers stability, material versatility, and consistent high output. The right PVC Door Profile Extrusion Machine is a long-term hedge against rising material costs and tightening quality standards — a capital decision that compounds in your favor when the machine runs stably at rated output, shift after shift.
We invite you to stop viewing your machinery as a commodity and start treating it as a competitive advantage.
Ready to upgrade your production capacity? Contact Twin Screw today to consult with our engineers on a customized system layout tailored to your specific door profile needs.
Frequently Asked Questions to PVC Door Profile Extrusion Machines
Q1: What is the difference between PVC and WPC door profiles?
PVC profiles are made from rigid PVC resin, offering a clean modern finish and strong chemical resistance. WPC (Wood Plastic Composite) blends polymer with wood fibers — combining the aesthetic warmth of natural wood with the moisture resistance and durability of plastic. In large-format applications, both materials demand tight process control — particularly around cooling uniformity — to prevent warping and maintain dimensional stability over the full profile length.
Q2: How fast can a door profile extrusion line run?
Production speed depends on wall thickness and the complexity of the profile's internal structure. Across the TSE Series, stable output ranges from 200 kg/hr on the TSE-75 up to 1,200 kg/hr on the TSE-130. Our focus isn't just raw speed — it's Linear Stability: keeping dimensions consistent even at peak throughput, shift after shift.
Q3: Why are twin-screw extruders better for complex formulas and WPC?
Complex formulas — especially those with high wood fiber content — are temperature-sensitive and require intensive mixing. Twin-screw extruders use intermeshing screw kinematics to mechanically shear and homogenize the melt at lower temperatures. Unlike single-screw machines, which rely on friction and high heat, twin-screw technology achieves uniform dispersion of all additives without causing thermal degradation of the PVC — resulting in a stronger, more dimensionally consistent door frame.
Q4: What is the difference between the TSE-90 and TSE-110 for door profile production?
The TSE-90 (Ø90mm, 300–500 kg/hr) is the standard choice for conventional rigid PVC door frame formulas. The TSE-110 (Ø107mm, 500–700 kg/hr) is the right step up when two conditions apply: your target profile is wide-format — typically WPC door panels exceeding 200mm in cross-section — and your formula carries a high wood fiber loading (above 30%), which increases melt viscosity and places greater demand on the drive system. The TSE-110's higher screw speed (48 RPM vs. 42 RPM) and 130 KW total power keep melt pressure stable under these more demanding conditions. If you're unsure which configuration fits your profile geometry, our engineering team can advise based on your cross-sectional drawing and output target.
Q5: What is the maximum output of Twin Screw's large volume profile extrusion line?
The TSE-130 delivers a maximum output of 950–1,200 kg/hr under stable production conditions with rigid PVC or WPC formulas. It's worth noting that output figures published across the industry are frequently based on ideal lab conditions — not the sustained throughput you can actually count on during a production shift. Twin Screw's figures reflect stable running output, which is the only number that matters for real factory floor planning.
Q6: Can the same TSE extruder handle both rigid PVC and WPC formulas without changing the screw?
Yes — formula flexibility without a screw change is one of the core design advantages of the TSE Series. The parallel counter-rotating twin-screw geometry, combined with 12-zone PID temperature control, allows operators to adjust processing parameters for both rigid PVC and WPC compounds on the same machine. This matters practically for manufacturers running mixed production schedules. Switching between formulas requires only a parameter adjustment in the control system and a die swap — both achievable within a standard scheduled changeover window.
Q7: How does the PLC control system on the TSE Series support 24/7 production reliability?
The TSE Series control system is purpose-built for continuous industrial production — designed for long-hour operation in high-temperature, dusty factory environments with proven anti-interference capability that keeps the control logic stable under real production floor conditions. Three specific features protect uptime directly. The motor interlock function prevents the drive system from engaging under overload conditions — one of the most common triggers for unplanned downtime on high-volume lines. The production record logging function timestamps every alarm event, temperature deviation, and output variance, giving maintenance teams factual diagnostic data to identify patterns before they escalate into failures — and building a long-term dataset that process engineers can use to optimize formula parameters over time. And the PLC parameter storage function lets engineers store and recall validated formula settings for each product, so switching between profiles becomes a controlled recall — not a manual re-setup from scratch.
Partner with the Experts in Precision Extrusion
Request a Technical Consultation | Customized System Layout | Get an ROI Analysis
Related Articles


